更新日: 2021/4/12
はじめに
FTIR は製品中の材料の官能基や、化学種、それらの組成比や濃度など、化学的な特徴を判別できます。今作った製品の化学的な特徴が過去に作ってきた良品と同じか比べることで、製品が良品か不良品かを短時間で見分けることができます。このような化学分析機器は多くの場合、サンプル準備からデータ取得まで数分~数時間が必要ですが、FTIR はわずか数秒~数十秒で結果が得られます。
前回のエントリでは製品の検査に FTIR を活用して良品/不良品を判別する方法やその考え方についてご説明しました。今回は応用編として、実際の運用でよくみられる問題点、特に良品にばらつきがある場合について、その解決方法をご説明していきます。
リサイクルプラスチックの品質検査
今回は、架空のリサイクルプラスチック樹脂メーカーの品質検査を例に挙げて説明します。この会社では廃棄されたプラスチックの中からポリエステル樹脂(PET)を回収し、再生 PET としてマテリアルリサイクルしています。しかし、回収した PET の中には誤って機械オイル成分が混入してしまうことがあります。機械オイルの混入は、再生 PET の品質に関わるので避けなければなりません。そのため、回収した PET を検査し、一定量以上のオイル成分やその他の成分が混入していないかを確認したいのです。
FTIR による回収 PET の良品・不良品の判別
そもそも回収した PET に機械オイルがどの程度混入しているか、FTIR で判別できるのでしょうか? 確認のため、まず良品と不良品を用意しました。良品は新品の PET、不良品はこの会社の品質規格上、不良品レベルの機械オイルが付着した PET としました。良品・不良品をそれぞれ ATR 法で測定した結果を図1に示します。
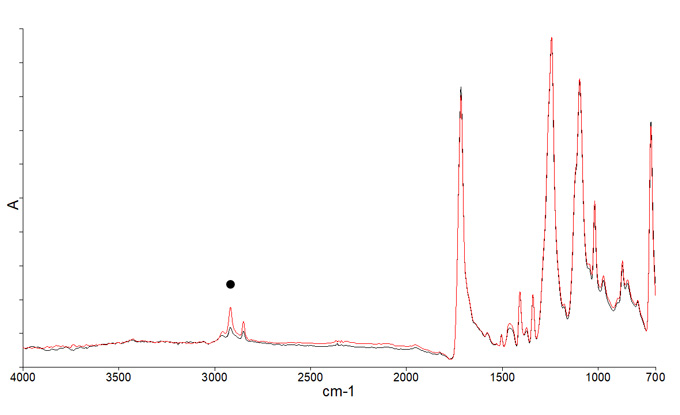
図1 リサイクル PET の FTIR スペクトル 良品(黒), 不良品(赤)
機械オイル混入の判断基準は、2920 cm-1 ( ● ) のピーク強度です。このピークは炭化水素の C-H 伸縮振動に帰属され、機械オイルでは強い吸収ピークとして現れることが知られています。一方で新品 PET にも同じ 2920 cm-1 に C-H 伸縮振動のピークが存在しますが、機械オイルに比べるとピーク強度が相対的に弱くなります。新品 PET の 2920 cm-1 のピーク強度(以降は単に“ピーク強度”と表記します。)はおおよそ 0. 15 程度です。この会社の品質基準に照らし合わせると、ピーク強度が 0.28 を超えるとオイル混入量に対してスペックアウトとなり、不良品と判定されます。
機械オイルの混入が FTIR で問題なく検出できることがわかりました。このままピーク強度を基準にして品質管理をするのも一つの手段ではありますが、この方法では機械オイル以外の物質の混入 ―例えば他の材質のプラスチックやシリコーンオイル、自然劣化した PET 樹脂など― を見過ごしてしまう可能性があります。何が混入しているかは事前にはわからないことを前提に、検査工程は設計されるべきです。
回収PETの不良品をコンペアで除外するには?
良品 320 個, 不良品 60 個を用意し、全て ATR 法で測定しました。次に、前回のエントリと同様に良品と不良品それぞれに対してコンペアを実行しました。コンペアリファレンスには新品 PET を使用しました。
このようにして測定した全てのスペクトルに対してピーク強度と相関係数を算出し、横軸をピーク強度、縦軸を相関係数として散布図にプロットしました。
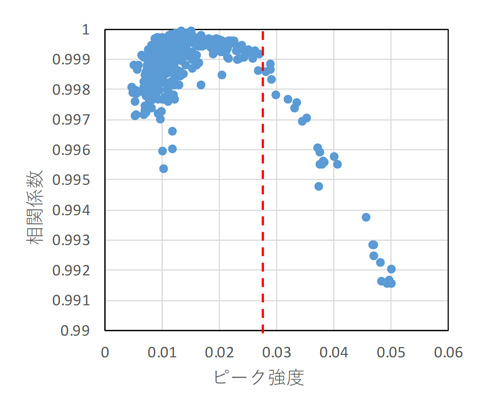
図2 ピーク強度と相関係数の関係
この会社の機械オイル混入量の品質基準に基づいたピーク強度の合否ラインを散布図内の縦破線で示してあります。合否ラインの右側はオイル混入量がスペックアウトした不良品です。データがこのような分布を示す場合、相関係数をどのように引けばよいでしょうか?
コンペアの合否ラインを設定する際に陥るジレンマ
ひとまず直感的に相関係値 0.997 をコンペアの合否ラインとして設定してみました。下図で横破線で表しています。ピーク強度の合否ラインと相関係数の合否ラインによって、グラフを 4つのエリアに分割して考えてみましょう。左上をエリア①、右上をエリア②、左下をエリア③、右下をエリア④としました。
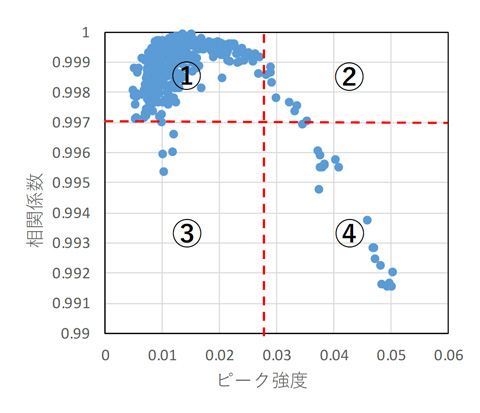
図3 ピーク強度と相関係数の関係 (合否ラインを追記)
このように合否ラインで散布図を分割することで、様々な有益な情報が得られます。まずエリア①、エリア④は、ピーク強度と相関係数の合否が一致しているエリアです。この領域に存在するデータは正しく合否判定されていると言えます。
問題は②と③です。特にエリア②は重要です。このエリアではピーク強度が品質基準外にも関わらず、相関係数では合格と判定されたものです。相関係数の合否ラインが 0.997 の場合、10 個の不良品PETが次工程へ流出してしまいます。したがって、エリア②にプロットがなくなるように相関係数の合否ラインを決めなければなりません。相関係数を 0.999 に上げれば、エリア②に位置するデータ数が 0 に抑えられます。
しかし相関係数の合否ラインを上げると、こんどはエリア③のデータ数が増加します。エリア③にはオイル混入量は基準を満たしていますが、相関係数の良品基準に達していない PET が含まれています。オイル混入以外の理由でスペクトルがコンペアリファレンスと異なる場合、このエリアにデータがプロットされます。
相関係数の合否ライン 0.997 ではエリア③には4個のデータが入っていますが、合否ラインを 0.999 に上げると、その個数は 155 個と大幅に増加します。エリア③にこれほど大量の PET が分類されてしてしまうと、検査で不良品と判定された、本当は良品相当かもしれない大量のPET樹脂をどう扱うかに悩まされることとなります。このように、闇雲にエリア②を厳しく管理すると、エリア③の数を増やさざるを得ないジレンマに陥ってしまいます。
良品のばらつきを考慮してコンペアリファレンスを設定する
なぜこのようになってしまうのでしょうか? 最も直接的な原因は、良品のばらつきが考慮されていないためです。どのような製品、良品にもばらつきが存在します。また、サンプルの測定によるばらつきも存在するかもしれません。コンペアリファレンスのスペクトルを新品 PET の 1 本とした場合、これら良品に関するばらつきが考慮されません。
良品のばらつきを考慮する最も有効な手段は、ばらつきを含む複数の良品をコンペアリファレンスとして登録することです。あるスペクトル A を複数のコンペアリファレンスに対してコンペアを実行すると、プログラムはまずスペクトル A と登録した各コンペアリファレンスとの相関係数を計算します。得られた結果のうち、最も相関係数の高いコンペアリファレンスに対して合否判定を行います。
もしスペクトル A が良品と不良品の境目に近いようなスペクトルであったとしても、それに近い良品スペクトルがコンペアリファレンスとして登録してあれば、高い相関係数が得られるため、合格の判定が得られる。ということです。
散布図を活用したコンペアリファレンスの選び方
散布図のエリア③の領域にある良品スペクトルを、積極的にコンペアリファレンスとして登録しておきましょう。図4 で、オレンジでプロットした 5 本のスペクトルをコンペアリファレンスの候補として選びました。
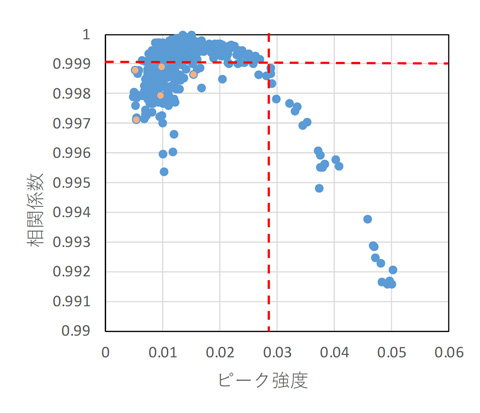
図4 良品ばらつきを考慮したコンペアリファレンスの選択
スペクトルを図5に示します。
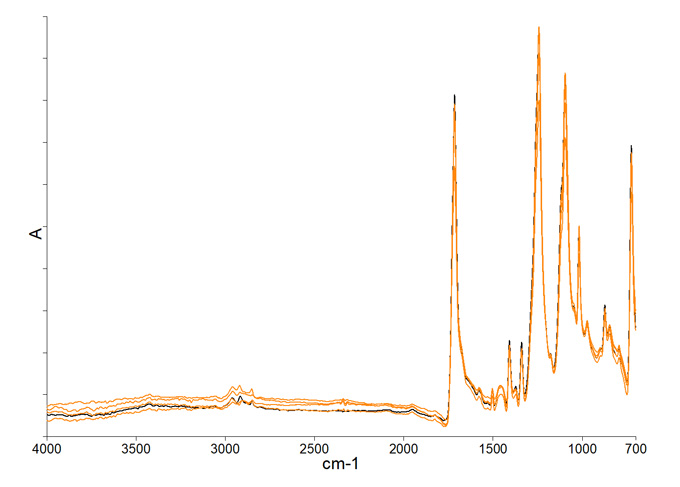
図5 コンペアリファレンスのスペクトル
黒:新品PET オレンジ:図4で選択した5本のスペクトル
図 1 の良品(新品 PET)を黒で、追加した 5 本のスペクトルをオレンジで示しました。追加するスペクトルは、新品 PET と同じスペクトルパターンを示していることがわかります。4000~1750 cm-1 にみられるベースラインのひずみの程度が、追加した 5 本のスペクトルと新品PETで異なっており、これが5本のスペクトルの相関係数を押し下げている主な要因だと考えられます。したがって、これら 5 本のスペクトルは新品 PET と同等と判断し、コンペアリファレンスに追加登録しました。
登録した合計 6 本のコンペアリファレンスに対してコンペアを実行しました。結果は以下の通りです。
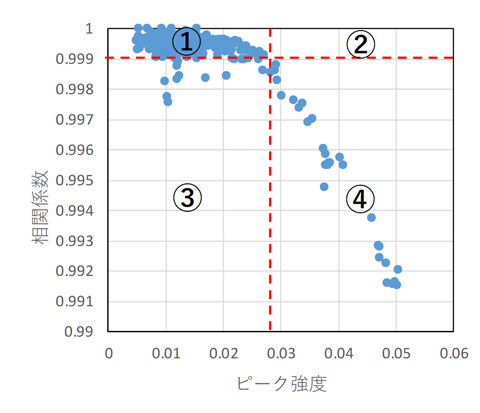
図6 良品のばらつきを考慮したコンペアの結果
結果、もともとエリア③に存在していたデータの相関係数が大きく改善し、相関係数 0.999 以上のデータの割合が増加しています。ほとんどのデータがエリア①,④ にプロットされてることから、機械オイルの混入を高い精度で見分けられていることがわかります。
さらにエリア③に残っているいくつかの相関係数スペックアウト品はどのようなスペクトルなのでしょうか。エリア③のうち相関係数 0.998 以下の 2 本のスペクトルを新品 PET と比較して確認してみました。
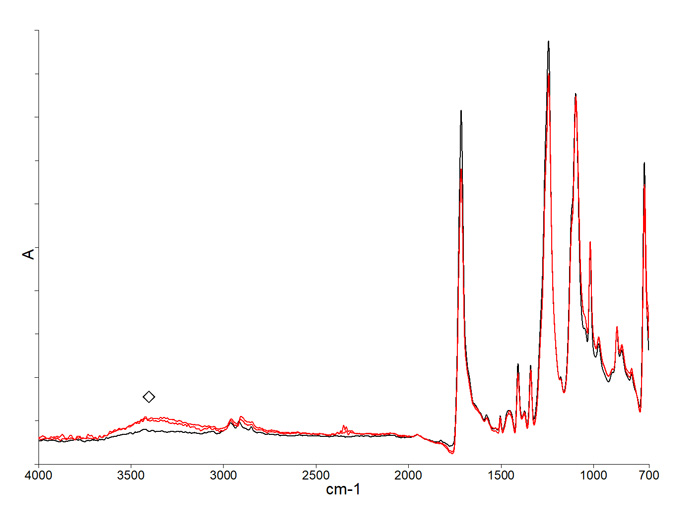
図7 PETスペクトル 黒:新品PET 赤:エリア④の2本
3400 cm-1 付近 (◇)に OH 基に起因するピークが見られます。これは明らかにサンプルまたはコンタミに由来するもので、機械オイルとは異なるパターンの不良品です。つまり、コンペアによって未知の不良品も不合格と判定できる能力を持っていることを示しています。
まとめ
前回のエントリと 2 回に分けて、製品が良品か不良品かを短時間で見分ける方法についてご説明しました。
コンペア機能を上手く活用するポイントは、良品のばらつきを考慮した複数のコンペアリファレンスを登録することです。既知の良品不良品の合否判定に活用できるばかりでなく、未知の不良品を良品と区別することもできます。このような有益な情報がわずか数秒~数十秒で得られます。
今回はリサイクル PET 樹脂をテーマに取り上げましたが、これは一つの適応例です。ポリエチレン、ポリプロピレン、ポリスチレンなど他の高分子材料にも適用できますし、更には医薬品、食品、化粧品、半導体、セラミック、各種フィルム、オイル等の液体など、様々な分野で応用できる方法です。
ぜひ品質検査工程の効率化・精度向上にご活用ください。
☆以下のエントリも参考になりますので、併せてご覧ください☆